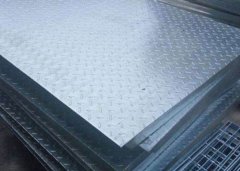
钢格板焊接技术工艺设计要根据格栅板的资料和厚度表选取,然后进行调理焊接工作电流,以不同的电流通过焊接试样,首要确认电极的端面形状和尺度;其次我们开始自己选定电极压力和焊接过程中时刻,沐鸣代理注册经查看熔核直径符合企业要求后。
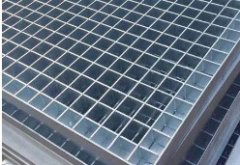
然后调整电极压力在适当范围内,格板的焊接时间和电流,进行试焊和检查,停止格板,直到焊料质量完全满足工艺条件的要求。良好的钢板焊接技术必须承受瞬间的检测。高质量焊点的标记是在一个撕裂的样品上有一个圆孔,在另一个上有一个圆形凸起。厚板或淬火数据有时不能从圆孔和凸平台上撕出,钢格钢板焊接最常用的试验检测方法是拉力法,
沐鸣在线注册但通过切割断裂可以判断熔芯的直径。必要时,还需要进行低时间测量、拉伸实验和x射线检查,以确定熔融渗透率、抗剪切强度以及是否有收缩孔、裂纹等。





 关注微信
关注微信